Trending
Time :




The design of fire-rated products and systems begins as theoretical ideas. At some point in the process, the product or system manufacturer must prove that the theoretical ideas are sound. Fire testing is used to verify that the engineering theories are sound and that the developed product or system functions as intended.
Fire rated products, assemblies, or systems are tested to establish their quality, performance, or reliability before being marketed for sale. Fire testing can also be done after the initial product release to check that nothing has changed, and that the product continues to perform as expected and advertised. In most jurisdictions worldwide, a legal requirement states the performance required in these tests.
In addition to their internal testing and quality control, many manufacturers have their products independently tested. Through independent 3rd party testing, manufacturers can show that the products conform to the required standards. Testing gives confidence to all interested parties that they are buying products that fit their intended needs.
In these scenarios, the receivable or tangible proof of performance becomes the test report. What steps can be taken to ensure no changes arise after the test report is finalized? It is critical to be alert to potential developments to ensure we maintain accuracy and reliability.
What if the materials, particularly the base materials used in the product are changed or if the marking or production processes are redesigned to save time and money, possibly resulting in the removal of some information?
When a single product test is conducted, it can show that the specific product or model is compliant; it only indicates that the sample provided by the sponsor was compliant on the day it was tested. Certification is initiated to give confidence outside of the sample provided.
Where testing takes a sample product and tests it to a specific performance standard, Certification considers this and, additionally, focuses closely on the production process. The product is tested against the standard, and the production process is audited to give additional confidence or quality assurance to not just the buyer (building project, for example) but also to the end-user (building occupant, for example).
ISO/IEC 17067:2013 is the international standard that outlines the fundamentals of product certification and provides guidelines for developing, operating, and maintaining certification schemes for products, processes, and services. It is intended for use by anyone involved in product certification, particularly certification scheme owners (aka Certification Body). There are seven types of Product Certification Schemes recognised by ISO 17067: Type 1a, 1b, 2, 3, 4, 5, and 6, all with differing requirements with respect to the responsibilities of the manufacturer and the external Certification Body.
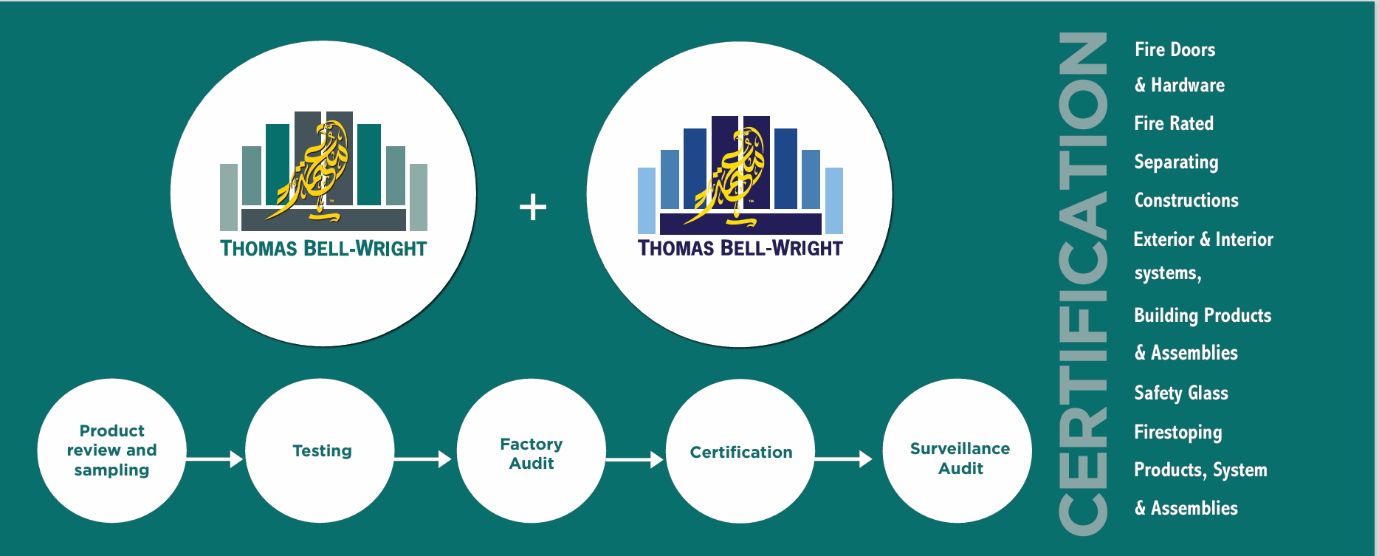
The Type 5 Certification Scheme is the most used. In a Type 5 system, the products are assessed for ongoing conformity. The certification body has the following obligations, as appropriate and determined in the Scheme: Testing or inspection of samples from the open market, testing or inspection of samples from the factory, Assessment of the production, and Management system audits combined with random tests or inspections throughout the certification cycle period.
The purpose of the production audit, called an Initial Factory Production Control Audit, is to examine how the production is controlled, and traceability is monitored and maintained. It looks at production management, including incoming material and how it is controlled; in-process controls, for example, production compared to drawings and management of jigs, fixtures or templates. Additionally, the audit looks at what is measured during the process, and how documents are maintained about the production, warehouse and storage control measures. This ensures that production controls align with the product guarantee that future products meet or exceed the quality of the initially tested product.

The factory and production of the product are subject to regular risk-based surveillance audits to ensure nothing changes. However, because products sometimes evolve during their life cycle, the manufacturer must inform the Certification Body if the product or the production process changes. The Certification Body is responsible for deciding what needs to happen to maintain the certification.
How can the public or the consumer tell the difference? An easy way is if a product has been certified, the Certification Body grants a licence to use its registered Certification Mark. The manufacturer can then apply this mark to the product. This identification mark shows all interested parties that the product conforms to the relevant standard. In the case of uncertainty about whether a product is certified or not, check for a Certification Mark on the product or request a copy of the certificate. You should be able to verify the certificate's authenticity and validity by visiting the Certification Body's website or contacting them directly for a copy. Due diligence must be done because of the common practice of falsifying documents to match project specifications. False or fraudulent certificates can be a liability, exposing one to potential litigation and adverse consequences.
In some cases, certification is a voluntary activity that is not required by the local code or regulations. This becomes a personal choice based on the manufacturer's marketing and cost budgets. Participating in the conformity assessment process offers many substantial advantages that can significantly enhance Manufacturers organization’s credibility and success.
It imparts confidence to all stakeholders in the product and its performance, not only on the day it was tested but also in the continued surveillance of the production process’s conformity to the tested performance specification. It gives a company a competitive advantage by ensuring the product will meet the requirements that are already listed within most project specifications; It helps regulators ensure that health, occupant or user safety, along with anticipated environmental conditions or other safeguards are also met.
In conclusion, the value of certification is rooted in the confidence and trust it instils, resulting from an impartial and competent assessment carried out by a qualified third party in accordance with a recognised international standard (e.g., ISO/IEC 17065).
Aliqu justo et labore at eirmod justo sea erat diam dolor diam vero kasd
With a very different concept, the magazine received tremendous and positive response. Passive Fire Safe India is the first magazine covering the Passive Fire segment. Passive fire protection involves Read More..
© Passive Fire Safe India. 2024-25 All Rights Reserved. Designed by VMH Web Solutions